In de werkplaats van Shandong Shankuang worden vandaag katrollen geproduceerd.
2026/03/21 14:47
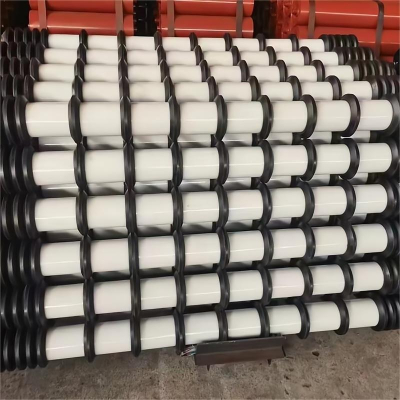
De werkplaats functioneert naar behoren en de productie van transportrollen verloopt gestaag en nauwgezet. Als essentiële transmissieonderdelen van transportsystemen bestaat het productieproces uit nauw met elkaar verbonden procedures. Elke stap wordt zorgvuldig uitgevoerd onder strikte controle van het personeel, wat een pragmatische en nauwgezette productiewijze weerspiegelt.
De productie begint met de voorbehandeling van de grondstoffen. Het personeel selecteert hoogwaardig staal met een uitstekende sterkte en taaiheid en voert een handmatige zeefbehandeling uit om onzuiverheden en roest van het oppervlak te verwijderen. Het staal wordt vervolgens naar speciale richtapparatuur gestuurd, waarbij herhaaldelijk aanpassingen worden gedaan om een rechte as te garanderen en afwijkingen tijdens de verdere bewerking te voorkomen. Na het richten wordt het staaloppervlak sectie voor sectie gepolijst om oxidatielagen en bramen te verwijderen, wat resulteert in een glad en vlak oppervlak dat een solide basis vormt voor de daaropvolgende vorming.
Zodra de voorbereiding van de grondstoffen is voltooid, begint het proces met het vormen van de buis. Volgens de technische specificaties walsen vakmensen het staal en fixeren het met speciaal gereedschap om een uniforme rondheid van de buis te garanderen. Na het walsen worden de verbindingen nauwkeurig uitgelijnd vóór het lassen. Om vervorming door plaatselijke oververhitting te voorkomen, wordt sectielassen toegepast. De lasslak wordt na elk segment direct verwijderd en de lassen worden gecontroleerd op uniformiteit en deuk. Eventuele defecten worden onmiddellijk gerepareerd om een robuuste buisconstructie te garanderen.
Na het lassen en vormen gaat de productie verder met de montage van de askoppen. Het personeel reinigt eerst de verbindingsvlakken van de askoppen en de buiswand om resten lasslakken en olie te verwijderen, waarna een speciale lijm gelijkmatig wordt aangebracht. De askoppen worden nauwkeurig in beide uiteinden van de buiswand geplaatst en met gereedschap aangedrukt. Nadat de lijm is uitgehard, worden de lagers en afdichtingen gemonteerd. Voor de montage worden de lagers ingevet om een soepele rotatie te garanderen. De afdichtingen worden zorgvuldig in de openingen tussen de askoppen en de buiswand geplaatst en stevig aangedrukt, waardoor stof en vocht effectief worden tegengehouden en de levensduur wordt verlengd.
Na de montage ondergaan de poelies een oppervlaktebehandeling. De gehele poelie wordt eerst ontdaan van roest en vet, waarbij onzuiverheden worden verwijderd door middel van hogedrukspuiten. Vervolgens wordt een fosfateringsbehandeling uitgevoerd om de hechting van de coating te verbeteren. Daarna wordt een slijtvaste en corrosiewerende coating gelijkmatig aangebracht door middel van spuiten. De spuithoek wordt continu aangepast om een volledige dekking en een uniforme dikte te garanderen. Nadat de coating op natuurlijke wijze is uitgehard, wordt de oppervlaktegladheid handmatig gecontroleerd en worden overtollige deeltjes met fijn schuurpapier verwijderd voor een nette afwerking.
De eindinspectieprocedure wordt uitgevoerd volgens strikte normen. Kwaliteitsinspecteurs voeren eerst een volledige uiterlijkinspectie uit om defectvrije lasnaden, intacte coating en geen oppervlakteschade te bevestigen. Vervolgens draaien ze de poelie met speciaal gereedschap om te controleren of deze soepel draait, zonder vastlopen of abnormaal geluid. Ondertussen wordt de bevestigingssterkte tussen de askoppen en het buislichaam gecontroleerd om te voldoen aan de montagenormen. Alleen als alle indicatoren gekwalificeerd zijn, kan de katrol het huidige productieproces voltooien en doorgaan met de volgende procedures.